|

ТЕКУЩИЙ РЕМОНТ ТР-1 И ТР-2 ЭЛЕКТРИЧЕСКИХ МАШИН ЭЛЕКТРОВОЗА
2.1 Общие сведения
При ТР-1 и ТР-2 осматривают основные узлы тяговых двигателей и вспомогательных машин, проверяют их техническое состояние, при необходимости ремонтируют или заменяют их исправными, если обнаруженные дефекты не могут быть устранены без снятия электрических машин с электровоза.
В крупных депо цехи ТР-1 и ТР-2, как правило, имеют ремонтные стойла, оснащенные комплексом технических средств для осмотра, проверки и ремонта тяговых двигателей, позволяющих обеспечить высокую степень механизации работ, в первую очередь трудоемких операций, предусмотренных технологическим ремонтным процессом, сократить время ремонта электрических машин, повысить его качество и культуру. На таких стойлах предусмотрены стационарные или передвижные домкраты для вывешивания колесных пар и прокручивания тяговых двигателей, устройства для продувки электрических машин сжатым воздухом с отсосом пыли, средства для сушки изоляции электрических машин, для заправки моторно-осевых подшипников, приспособления для прослушивания моторно-якорных подшипников, запрессовки в них смазки, для проверки и ремонта коллекторов и др.
К осмотру электрических машин приступают, убедившись предварительно, что снаружи они очищены и при открытии коллекторных люков в них не смогут попасть снег, вода, грязь.
2.2 Сушка изоляции
В цехах текущего ремонта в зимних условиях поддерживают плюсовую температуру, поэтому рекомендуется устанавливать электровоз на ремонтные канавы с неохлажденными тяговыми двигателями и вспомогательными машинами. Резкий перепад температуры при постановке охлажденного электровоза в теплый цех вызывает образование инея на обмотках и коллекторах электрических машин и интенсивное увлажнение их изоляции. Поэтому зимой, как правило, электровозы ставят на ремонтные стойла отапливаемых цехов сразу после эксплуатации, когда электрические машины их не успели сильно охладиться и температура их обмоток и коллектора не ниже температуры цеха более чем на 5—6° С; при такой разнице температур образование инея не происходит. Остывшие вспомогательные машины перед установкой электровозов в цех при необходимости можно прогреть, подключив их к контактной сети на 15—20 мин.
В депо, в которых все ремонтные стойла оборудованы калориферной сушкой, установлен такой порядок: отцепляемый от поезда на плановый или неплановый ремонт электровоз поступает в цех не позднее чем через 1,5 ч. Дежурный моторист сразу подключает тяговые двигатели к калориферной установке, при этом подогрев происходит без образования влаги на якоре и полюсах, а следовательно, без снижения сопротивления изоляции тяговых двигателей, и длительной сушки изоляции не требуется.
В случаях когда электровоз в цех текущего ремонта устанавливают с охлажденными электрическими машинами, принимают меры, исключающие резкое увлажнение изоляции обмоток и коллекторов, которое весьма опасно и может привести к пробою изоляции обмоток или коллектора. К таким мерам относится продувка тяговых двигателей и вспомогательных машин воздухом. Продувку осуществляют сначала в течение 15—20 мин воздухом, имеющим температуру цеха, а затем подогретым от стационарных или передвижных калориферных установок. При продувке из двигателя удаляется смешанная с грязью влага, пока она не успела проникнуть внутрь изоляции.
Предварительная продувка машин весьма целесообразна еще и потому, что позволяет сократить время сушки изоляции обмоток тяговых двигателей, а иногда и вообще исключить ее.
При ТР-1 и ТР-2 сопротивление изоляции цепей тяговых двигателей и вспомогательных машин в холодном состоянии должно быть не менее 1,5 МОм. Если сопротивление изоляции ниже, то выявляют неисправные участки цепей. При этом отдельно проверяют каждый тяговый двигатель или вспомогательную машину. Увлажненные обмотки электрических машин целесообразно также выявлять, применяя приборы контроля влажности. Тяговые двигатели или вспомогательные машины, сопротивление изоляции которых ниже установленной нормы, подвергают сушке, не снимая их с электровоза.
Применяют калориферную, токовую или комбинированную сушку изоляции электрических машин. Наибольшее распространение получила калориферная сушка. Калориферная сушка исключает случаи повреждения коллекторов из-за чрезмерного нагрева отдельных коллекторных пластин или групп пластин, которые возможны при токовой сушке, не требует передвижения электровоза в процессе сушки, уменьшает время простоя электровоза, так как одновременно с калориферной сушкой можно осуществлять ремонт остальных узлов электровоза.
Тяговые двигатели подсоединяют к воздуховоду 4 (рис. 2) калориферной установки цеха брезентовыми рукавами 6. В воздуховод 4 от нагревательного электрического (в отдельных случаях парового) элемента 7 специальным вентилятором 1 подается подогретый воздух. Для того чтобы сушка была эффективной, необходимо подавать в каждый двигатель 15—20 м3/мин подогретого до температуры 90—100° С воздуха. Опыт показывает, что для ускорения процесса сушки через каждые 1,5—2 ч питание калорифера целесообразно отключать на 15— 20 мин, оставляя вентилятор включенным.
Рисунок 2 – Схема калориферной сушки тяговых двигателей
В процессе сушки изоляции электрических машин необходимо периодически, через 40—60 мин, измерять и записывать в журнале значения сопротивления изоляции. В начале сушки сопротивление изоляции может уменьшаться, а затем при просыхании обмоток начнет увеличиваться. Периодические измерения необходимы для того, чтобы зафиксировать момент, когда сопротивление изоляции достигнет установившегося значения и затем начнет повышаться. Сушка изоляции считается законченной, когда оно составит не менее 1,5 МОм. Во время замеров сопротивления изоляции и при токовой сушке все работы на электровозе прекращают. Сопротивление изоляции обмоток проверяют мегаомметром на 2,5 кВ.
2.3 Проверка и ремонт щеточного аппарата и коллектора тяговых двигателей
Для осмотра и проверки технического состояния основных узлов тяговых двигателей колесную пару домкратами поднимают на 15—20 мм от рельсов и осуществляют прокручивание тягового двигателя. Проворачивают якорь через колесную пару вручную или с помощью специальных приспособлений.
Осматривают коллектор, щеткодержатели, электрощетки и другие доступные для осмотра узлы. По состоянию коллектора и электрощеток можно судить о коммутационной и потенциальной устойчивости тягового двигателя в эксплуатации. При нормальной работе тягового двигателя его коллектор покрыт ровной оксидной пленкой (политурой) светло-коричневого цвета, имеет гладкую полированную поверхность.
Пленка образуется в результате прохождения тока от электрощетки к коллектору (под катодной электрощеткой), когда мельчайшие частицы угля переносятся на коллектор и, сгорая, образуют на его поверхности тонкий оксидный слой. Наличие пленки улучшает условия токосъема, так как она увеличивает переходное сопротивление в щеточном контакте и уменьшает коммутационный ток в коммутирующем контуре. Кроме того, оксидная пленка защищает поверхность коллектора от воздействия искрения и уменьшает его износ в эксплуатации. Поэтому коллектор, у которого имеется такая пленка, не следует без надобности шлифовать или протачивать. Такой коллектор прочищают жесткой волосяной или капроновой щеткой, чтобы удалить из межламельных канавок пыль и грязь, и протирают техническими салфетками, смоченными в бензине.
Если на поверхности коллектора обнаруживают следы искрения, «натяг» меди в межламельных канавках, повышенный износ рабочей поверхности и другие дефекты, то это свидетельствует о неудовлетворительной работе скользящего контакта. Выясняют причины возникновения указанных дефектов и принимают меры по их устранению.
В первую очередь замеряют биение коллектора и износ его рабочей поверхности, тщательно проверяют, нет ли выступания отдельных коллекторных или изоляционных пластин. Биение коллектора 4 (рис.3) проверяют индикатором 3, укрепленным на стойке 2. Стойку с помощью струбцины 1 крепят к остову у верхнего коллекторного люка. При вращении якоря выполняют замер на рабочей поверхности коллектора под серединой электрощеток, а также на расстоянии 10—20 мм от наружного торца коллектора.
Рисунок 3 – Проверка биения коллектора
Выработку коллектора определяют линейкой и щупом. Линейку кладут вдоль коллекторных пластин и щупом измеряют зазор между ней и коллектором. Биение коллектора должно быть не более 0,1 мм, выработка, как правило, — не более 0,2 мм
Если коллектор имеет хорошую политуру и в эксплуатации не было отключений защиты от круговой огня, перебросов и других неисправностей, допускается равномерная выработка до 0,3—0,5 мм. Если на коллекторе обнаружены небольшие следы перебросов и подгары, то их устраняют мелким стеклянным полотном, укрепленным на специальной колодке; межламельные канавки прочищают жесткой волосяной или капроновой щеткой.
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
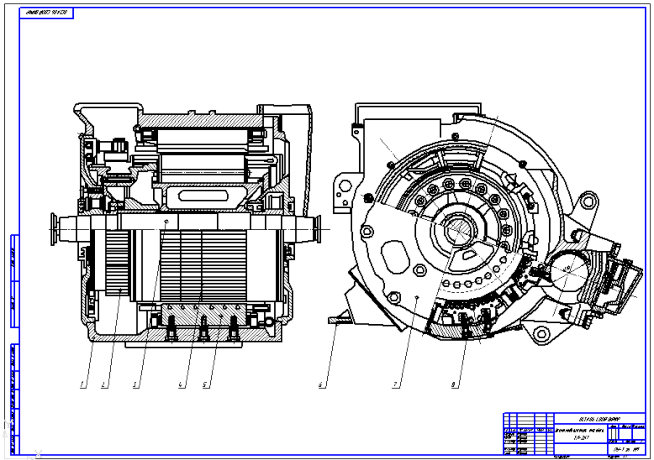
В комплект входит чертеж тягового двигателя ТЛ-2К1 электровоза ВЛ-10 на формате А1 в программе "Компас" (формат CDW)
КАК СКАЧАТЬ РАБОТУ ВСЮ ЦЕЛИКОМ ?
Вернуться к списку работ
|










